Setem logam


Penerangan Ringkas:
Penetapan logam adalah dengan menggunakan pukulan dan mati untuk ubah bentuk atau patah keluli tahan karat, besi, aluminium, tembaga dan plat lain dan bahan asing untuk mencapai bentuk dan ukuran proses tertentu.
Proses stamping boleh dibahagikan kepada proses pemisahan dan proses pembentukan (termasuk membongkok, melukis dan membentuk). Proses pemisahan adalah untuk memisahkan bahagian stamping dan tempat kosong di sepanjang garis kontur tertentu dalam proses stamping, dan kualiti bahagian yang terpisah dari bahagian stamping mesti memenuhi syarat-syarat tertentu; proses pembentukannya adalah untuk membuat ubah bentuk plastik kosong stamping dalam keadaan tidak mengalami kerosakan, dan mengubahnya menjadi bentuk produk siap yang diperlukan, dan juga memenuhi syarat toleransi dimensi dan aspek lain.
* Mengikut keadaan suhu stamping, ada dua cara iaitu stamping sejuk dan hot stamping. Ini bergantung pada kekuatan, keplastikan, ketebalan, tahap ubah bentuk dan kapasiti peralatan bahan, dan keadaan rawatan haba asal dan keadaan perkhidmatan akhir bahan harus dipertimbangkan. 1. Pemprosesan logam setem sejuk pada suhu bilik, biasanya berlaku untuk ketebalan kurang dari 4mm kosong. Ia mempunyai kelebihan tanpa pemanasan, kulit oksida, kualiti permukaan yang baik, operasi mudah dan kos rendah. Kelemahannya ialah terdapat fenomena pengerasan kerja, yang menjadikan logam kehilangan kemampuan ubah bentuk lebih lanjut. Ketebalan kosong adalah seragam dan tidak perlu calar. 2. Stamping panas logam dipanaskan ke julat suhu tertentu. Kelebihannya ialah ia dapat menghilangkan tekanan dalaman, mengelakkan pengerasan kerja, meningkatkan keplastikan bahan, mengurangkan rintangan ubah bentuk dan mengurangkan penggunaan kuasa peralatan




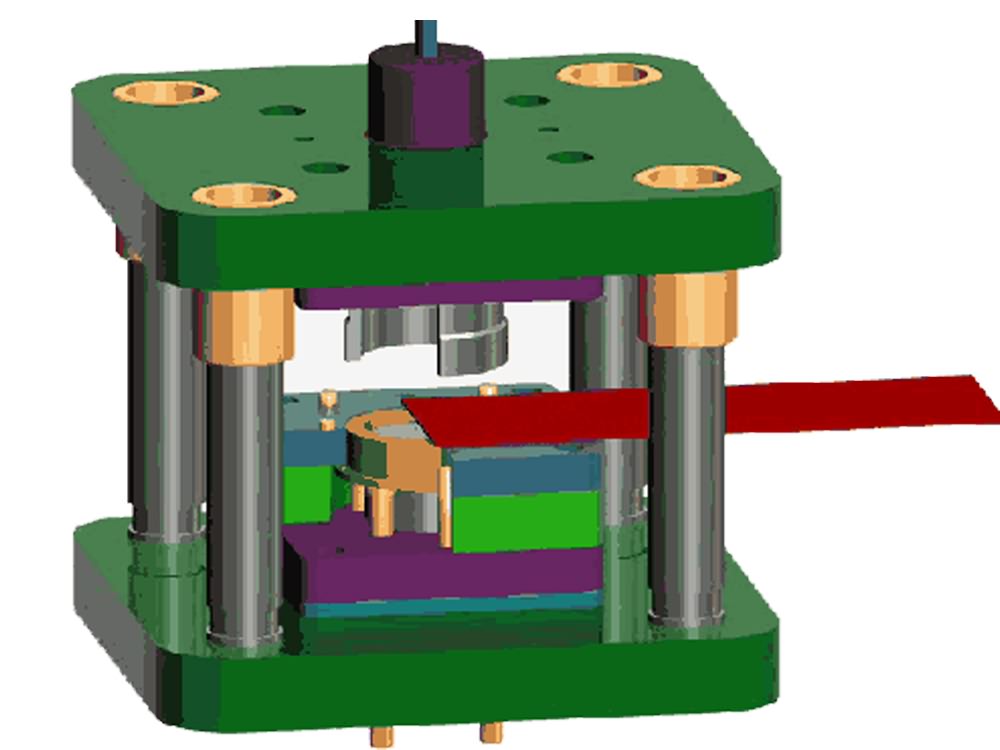
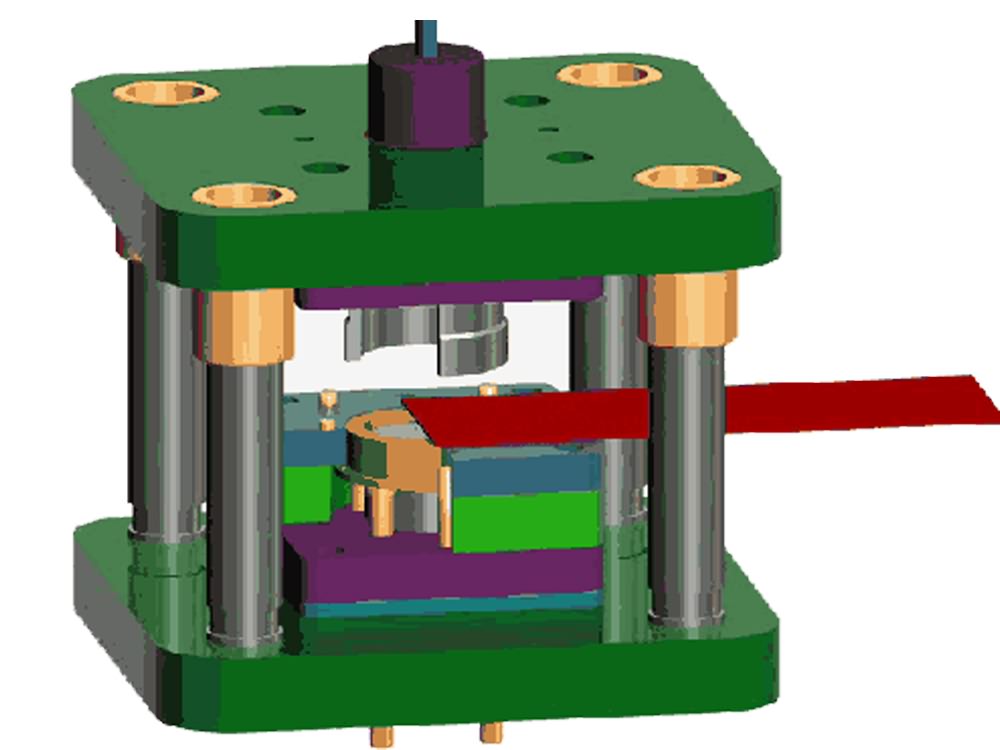
* Tiga elemen asas sistem pengeluaran stamping: die, press dan lembaran logam
1. Punching Die Die adalah die penting dalam stamping pengeluaran. Terdapat tiga jenis mati setem: mati sederhana, mati berterusan dan kompaun mati.
Die Die adalah die penting dalam penghapusan pengeluaran. Terdapat tiga jenis mati setem: mati sederhana, mati berterusan dan kompaun mati.
(1) Mati sederhana: mati sederhana adalah mati yang hanya menyelesaikan satu proses dalam satu langkah akhbar. Ia sesuai untuk pengeluaran kumpulan kecil dari bahagian bentuk sederhana.
(2) Mati berterusan: dalam satu tekan mesin, die yang menyelesaikan beberapa proses stamping pada bahagian berlainan die pada masa yang sama disebut die berterusan. Die berterusan sesuai untuk pengeluaran automatik kecekapan tinggi.
(3) Compound die: dalam stroke, di bahagian yang sama die untuk menyelesaikan beberapa proses stamping pada masa yang sama, yang dikenal sebagai komposit die. Compound die sesuai untuk stamping bahagian dengan output besar dan ketepatan tinggi.


2. Mesin menebuk
Pengeluaran setem adalah terutamanya untuk plat. Melalui acuan, boleh membuat pengosongan, menebuk, membentuk, melukis, menyelesaikan, mengosongkan halus, membentuk, memaku dan mengekstrusi bahagian, dll., Digunakan secara meluas dalam pelbagai bidang. Sebagai contoh, kami menggunakan suis, soket, cawan, almari, pinggan, casing komputer, malah pesawat peluru berpandu Terdapat banyak aksesori yang dapat dihasilkan dengan pukulan melalui acuan. Terdapat banyak jenis mesin menumbuk.
(1) Tekanan mekanikal Pukulan mekanikal mempunyai pukulan tetap, kelajuan yang dapat disesuaikan dan produktiviti yang rendah. Kelajuan maksimum 180 kali / min.
(2) Tekan hidraulik
Pukulan hidraulik dapat mengatur lekapan stamping melalui injap hidraulik untuk meningkatkan produktiviti. Kelajuan tertinggi boleh mencapai 1000 kali / min. Kelemahannya adalah penggunaan kuasa tinggi, keperluan tinggi terhadap persekitaran dan beban kerja penyelenggaraan yang berat.
(3) Tekanan menara kawalan angka
Dengan menggunakan motor servo untuk menggerakkan kepala, produktiviti tinggi, hingga 800 kali / min. Penggunaan tenaga minimum, penyelenggaraan mudah dan saiz kecil. Oleh itu, ia telah digunakan secara aktif.
Untuk stamping logam lembaran biasa, kebanyakannya menggunakan pukulan mekanikal. Mengikut cecair yang berbeza yang digunakan dalam tekanan hidraulik, terdapat tekanan hidraulik dan tekanan hidraulik. Sebilangan besar dari mereka menggunakan mesin hidraulik, sementara mesin hidraulik kebanyakannya digunakan untuk mesin gergasi atau khas. Kerana kelebihannya yang luar biasa, servo motor punch semakin banyak digunakan.



3. Bahan stamping Bahan setem bahagian biasanya plat. Bahan yang dipilih untuk reka bentuk produk harus memenuhi prestasi perkhidmatan produk, seperti ketegaran, kekuatan dan kekonduksian produk. Sebaliknya, ia harus memenuhi keperluan keplastikan, kualiti permukaan dan ketebalan proses stamping. Reka bentuk struktur bahagian stamping harus mempertimbangkan sepenuhnya ciri proses stamping, jejari lenturan, lubang kedudukan, susunan, kedalaman lukisan, dan lain-lain. Plat yang biasa digunakan ialah keluli karbon rendah, keluli tahan karat, aluminium, tembaga dan aloi mereka, yang mempunyai keplastikan tinggi dan rintangan ubah bentuk yang rendah, dan sesuai untuk stamping sejuk. (1). Logam besi: SPCC / SPCD / spce, SECC / SECD / sece, SGCC, sgld, Sus (2). Aloi aluminium: al1050p, al1100p, al5020 (3). Aloi tembaga: Gangsa fosfor Pb, tembaga kekuatan tinggi HBS (4). Aloi nikel Cupro.
* Teknologi rawatan permukaan bahagian stamping Setelah logam pada mulanya diproses dan dibentuk, ia perlu mengubah permukaan logam, memperindah permukaan, dan seterusnya mengubah sifat mekanikal dan fizikal dan kimia permukaan logam. Proses ini dipanggil rawatan permukaan logam. Tujuan rawatan permukaan logam terbahagi kepada empat kategori:
(1) Cantik
(2) Perlindungan
(3) Sifat permukaan khas
(4) Tingkatkan sifat mekanikal, seperti ketahanan aus, pelinciran, dll.
* Jenis rawatan permukaan Elektroplating (seng, tembaga, nikel, kromium, emas, perak), penyemburan elektrostatik, lukisan semburan, elektroforesis, sablon sutera, anodisasi, penghitaman, pasif
* Stamping logam lembaran mudah dicapai dengan pengeluaran kecekapan tinggi melalui mekanisasi dan automasi mudah dilakukan mekanisasi dan automasi dengan kecekapan pengeluaran yang tinggi; bahagian setem mempunyai ukuran tepat dan pertukaran yang baik; permukaannya licin dan licin, biasanya tanpa pemesinan. Ia digunakan secara meluas dalam industri automobil, alat elektrik, instrumen, penerbangan dan industri pembuatan lain.
Mestech memberi anda produk dan perkhidmatan mencantumkan bahagian logam. Sekiranya anda mempunyai keperluan atau perlu mengetahui lebih lanjut, sila hubungi kami.





