Pengacuan suntikan berganda

Penerangan Ringkas:
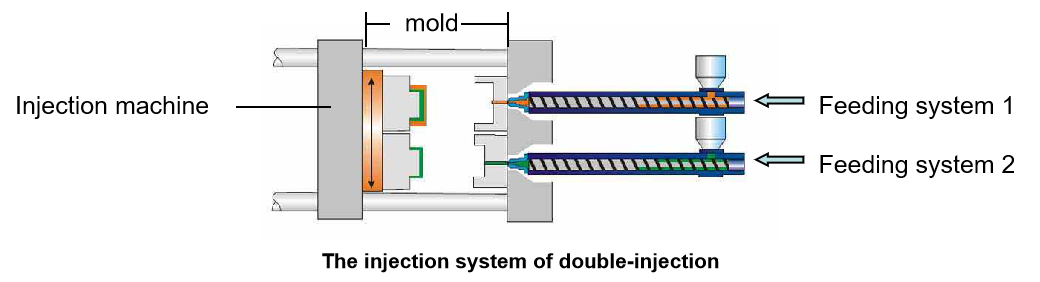
Pengacuan suntikan berganda adalah proses membentuk plastik di mana dua set acuan disuntikkan secara serentak pada mesin suntikan yang sama untuk membentuk satu bahagian daripada dua bahan plastik yang berbeza.
Pengacuan suntikan berganda (juga disebut suntikan dua pukulan, suntikan dua warna).
Pengacuan suntikan berganda adalah proses pengacuan plastik di mana dua set acuan disuntikkan secara serentak pada mesin suntikan yang sama untuk membentuk satu bahagian daripada dua bahan plastik yang berbeza. Kadang-kadang kedua-dua bahan mempunyai warna yang berbeza, kadang-kadang dua bahan mempunyai kekerasan dan kelembutan yang berbeza, sehingga memperoleh sifat mekanik dan estetika produk yang diperlukan.
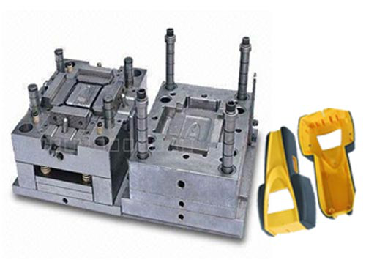
Penggunaan acuan dan bahagian plastik suntikan dua kali
Bahagian plastik yang dihasilkan walaupun pengacuan suntikan dua kali telah banyak digunakan dalam produk elektronik, alat elektrik, produk perubatan, peralatan rumah tangga, mainan dan hampir semua bidang plastik yang lain. Pengeluaran dan pencetakan cetakan dwi-warna, serta penyelidikan dan pengembangan mesin cetak suntikan dwi-warna dan bahan mentah untuk cetakan suntikan dwi-warna juga telah berkembang pesat.
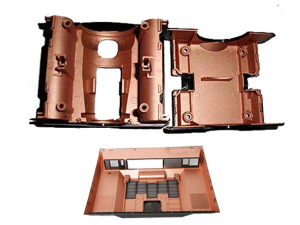
Tunjukkan kes bahagian suntikan dua kali
Dua jenis plastik digunakan, dan produk plastik yang dapat dibezakan dengan jelas antara kedua jenis plastik tersebut disebut bahagian suntikan berganda.
Apakah kelebihan cetakan suntikan berganda?
Berbanding dengan pengacuan suntikan tradisional, proses pengacuan suntikan dua bahan mempunyai kelebihan berikut:
1. Lapisan bahagian dalam dan luar mengadopsi bahan yang berbeza dengan ciri yang berbeza, seperti yang mempunyai kekuatan yang baik pada lapisan dalam dan yang mempunyai warna atau butir di permukaan luar, sehingga dapat memperoleh prestasi dan kesan penampilan yang menyeluruh.
2. Bahan koordinasi lembut-keras: Bahagian utama bahagian menggunakan bahan keras, permukaan padanan pemasangan menggunakan resin lembut elastik (TPU, TPE) dapat memainkan kesan pengedap yang sangat baik pada produk, seperti kalis air, tahan debu.
3. Mengikut ciri penggunaan yang berbeza, seperti lapisan permukaan bahagian berat menggunakan resin plastik lembut, badan atau inti bahagian tersebut menggunakan resin plastik keras atau plastik berbusa dapat mengurangkan berat badan.
4. Bahan teras berkualiti rendah dapat digunakan untuk mengurangkan kos.
5. Bahan inti bahagian boleh menggunakan sifat permukaan yang mahal dan khas, seperti gangguan anti-elektromagnetik, kekonduksian tinggi dan bahan lain untuk meningkatkan prestasi produk.
5. Permukaan atau teras bahagian boleh dibuat dari bahan mahal dengan sifat khas, seperti gangguan anti-elektromagnetik, kekonduksian tinggi dan bahan lain untuk meningkatkan prestasi produk.
6. Pencampuran bahan kortikal dan inti yang betul dapat mengurangkan tekanan sisa, meningkatkan kekuatan mekanikal atau sifat permukaan bahagian.
7. Berbanding dengan overmolding, ia mempunyai kelebihan besar dari segi kualiti, kos dan produktiviti.
Kekurangan pengacuan suntikan berganda
1. Adalah perlu untuk melabur dalam pembelian mesin cetak suntikan dua kali.
2. Pencocokan acuan suntikan dua kali memerlukan ketepatan: acuan belakang mempunyai keperluan yang sama. Apabila produk mempunyai perubahan reka bentuk, kedua-dua acuan harus membuat perubahan yang sama untuk memastikannya sama. Ini menambahkan beban kerja untuk penyelenggaraan mati.
3. Mesin cetak suntikan berganda adalah bahawa dua pasang acuan berkongsi ruang dan kuasa mesin cetak suntikan yang sama, jadi produk berskala besar tidak dapat disuntik.
Perbezaan antara proses cetakan suntikan berganda dan proses cetakan lebihan
Pengacuan suntikan berganda dan overmolding kedua-duanya adalah pengacuan suntikan sekunder, tetapi ia sangat berbeza.
1. Acuan proses overholding, juga dikenali sebagai cetakan sekunder, dilakukan pada mesin cetak suntikan biasa. Produk dibentuk dalam dua peringkat. Setelah produk dikeluarkan dari satu set acuan, ia dimasukkan ke dalam set acuan yang lain untuk cetakan suntikan kedua. Oleh itu, mesin cetak suntikan biasa digunakan untuk proses overmolding.
2. Pengacuan suntikan dua kali ganda ialah dua jenis bahan plastik disuntik pada mesin cetak suntikan yang sama, terbentuk dua kali, tetapi produk hanya keluar sekali. Secara amnya, proses pengacuan seperti ini juga disebut pengacuan suntikan bahan berganda, yang biasanya diselesaikan oleh dua set acuan dan memerlukan mesin cetak suntikan dua kali khas.
3. Pengacuan suntikan berganda adalah kaedah pengeluaran berterusan. Ia tidak mempunyai operasi mengeluarkan dan meletakkan bahagian di tengah, menjimatkan masa dan kesalahan meletakkan semula bahagian, sangat mengurangkan kadar pengeluaran yang buruk, dan sangat meningkatkan kualiti produk dan kecekapan pengeluaran dibandingkan dengan proses overmolding.
4. Proses overmolding sesuai untuk pengacuan suntikan produk dengan keperluan berkualiti rendah dan pesanan kecil. Terhad oleh spesifikasi mesin cetak suntikan dua kali ganda, biasanya tidak sesuai untuk pencetakan suntikan bahagian yang lebih besar.
5. Kedua-dua cetakan depan cetakan suntikan dua mestilah sama, dan acuan enkapsulasi tidak mempunyai keperluan ini. Oleh itu, ketepatan dan kos acuan suntikan berganda lebih tinggi daripada acuan suntikan yang dikemas.
Petua proses pencetakan suntikan dua kali:
1. Dalam proses pengacuan suntikan dua kali ganda, terdapat empat elemen penting: mesin cetak suntikan dua kali ganda, acuan suntikan dua kali, bahan plastik yang sesuai dan reka bentuk bahagian yang munasabah.
2. Pemilihan Bahan Pencetakan Suntikan Dua Getah Lembut dan Keras Pasti terdapat perbezaan suhu tertentu antara titik lebur dua jenis bahan untuk pencetakan suntikan dua warna. Secara amnya, disarankan agar titik lebur bahan suntikan pertama lebih tinggi daripada bahan suntikan kedua, dan titik lebur bahan suntikan pertama lebih tinggi daripada bahan suntikan kedua.
3. Urutan suntikan bahan lutsinar dan tidak telus: pukulan pertama dibuat dari bahan tidak telus, dan pukulan kedua dibuat dari bahan lutsinar. Contohnya, bahan tidak telus biasanya PC dengan suhu bahan tinggi, dan PMMA atau PC digunakan untuk bahan lutsinar kedua. PC perlu dilindungi dengan menyemburkan UV. PMMA boleh memilih UV atau pengerasan. Sekiranya terdapat watak di permukaan, ia mesti memilih UV.
Apakah mesin cetak suntikan dua kali?
Mesin cetak suntikan dengan dua tong dan sistem suntikan dan mekanisme penukaran kedudukan acuan disebut mesin cetak suntikan berganda, yang digunakan untuk pencetakan suntikan dua warna. Mesin cetak suntikan biasanya mempunyai dua jenis: mesin cetak suntikan selari dengan skru suntikan dan mesin cetak suntikan menegak dengan skru suntikan.

Apakah acuan suntikan dua kali?
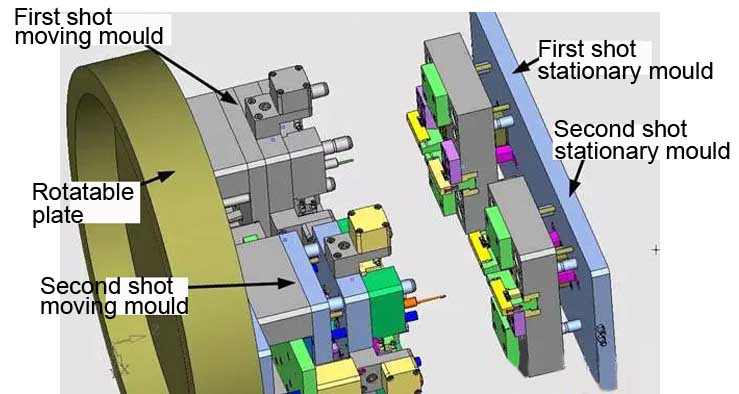
Acuan yang menyuntik dua jenis plastik secara berurutan dan menghasilkan produk dua warna disebut acuan dua warna. Acuan suntikan dua warna biasanya dua set cetakan untuk satu bahagian, masing-masing sesuai dengan tangkapan pertama dan kedua. Die belakang (die male) dari kedua die adalah sama, tetapi die depan (die wanita) berbeza.
Acuan suntikan dua kali mesti dipasang pada mesin cetak suntikan dua kali untuk menghasilkan secara normal.
Petua dalam reka bentuk Acuan suntikan dua kali
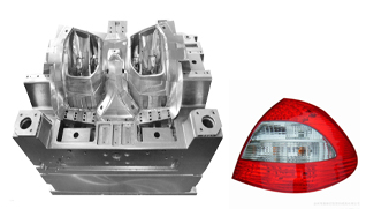
1. Inti acuan dan rongga
Bahagian pembentukan acuan suntikan dua pada dasarnya sama dengan acuan suntikan am. Perbezaannya ialah pukulan acuan suntikan dalam dua kedudukan harus dianggap sama, dan acuan cekung harus bekerjasama dengan baik dengan kedua pukulan. Secara amnya, bahagian plastik seperti ini lebih kecil.
Cetakan DOUBLE-INJECTION
2. Mekanisme pelepasan
Oleh kerana bahagian plastik dua warna hanya dapat dibongkar setelah suntikan kedua, mekanisme pembongkaran pada alat suntikan utama tidak akan berfungsi. Untuk mesin suntikan berputar mendatar, mekanisme ejeksi mesin suntikan boleh digunakan untuk ejeksi ejeksi. Untuk mesin suntikan berputar menegak, mekanisme ejeksi ejeksi mesin suntikan tidak boleh digunakan. Mekanisme ejeksi ejeksi ejeksi hidraulik boleh dipasang di atas meja putar.
3. Sistem Gating
Kerana ia adalah suntikan dua suntikan, sistem gerbang dibahagikan kepada sistem suntikan tunggal dan sistem suntikan sekunder, yang masing-masing berasal dari dua alat cetak suntikan.
4, Ketekalan asas acuan Oleh kerana kaedah pengacuan suntikan dua kali khas, ia perlu bekerjasama dan berkoordinasi antara satu sama lain, jadi ukuran dan ketepatan kedua-dua pasang alat panduan mati haruslah konsisten. Untuk acuan suntikan berputar mendatar, ketinggian penutup acuan hendaklah sama, dan pusat kedua-dua acuan hendaklah berada pada jejari putar yang sama, dan perbezaannya ialah 180. Untuk mesin cetak suntikan berputar menegak, dua pasang acuan harus berada pada paksi yang sama.
Pembangunan acuan suntikan dua kali ganda
Dari ciri-ciri dan aplikasi cetakan suntikan multi-warna dan cetakan suntikan dua bahan, dapat dilihat bahawa akan ada kecenderungan untuk secara perlahan-lahan menggantikan proses cetak suntikan tradisional di masa depan. Teknologi cetakan suntikan inovatif bukan sahaja meningkatkan ketepatan proses pengacuan suntikan, tetapi juga membuka bidang proses pengacuan suntikan. Peralatan dan proses pelepasan inovatif cukup untuk memenuhi permintaan yang semakin meningkat untuk produk yang pelbagai, berkualiti tinggi dan bernilai tambah.
Mestech menawarkan cetakan suntikan dua kali pada sarung kenderaan, cengkerang peralatan genggam, tempat pembesar suara, butang kunci, pemegang dan produk dua warna atau dua bahan lain selama bertahun-tahun, sila hubungi kami jika mempunyai permintaan.