Tumpuan plastik
Penerangan Ringkas:
Tumpuan plastikadalah proses pengacuan suntikan khas, yang digunakan untuk menggabungkan bahagian dua bahan menjadi satu bahagian melalui pengacuan suntikan. Kedua-dua bahagian itu dibentuk dua kali dalam acuan dan mesin cetak suntikan yang berbeza.
Pembungkusan plastik adalah proses untuk meletakkan satu atau lebih bahagian plastik yang berlainan dari bahan yang berbeza ke dalam acuan suntikan sebelum suntikan, kemudian suntikan plastik ke dalam acuan, penutup bahan yang disuntikkan atau bungkus bahagian-bahagian yang telah disusun untuk membentuk satu bahagian tunggal.
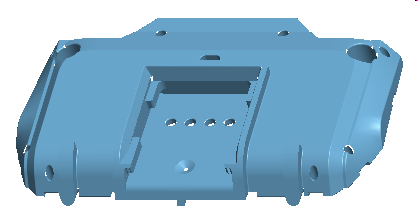
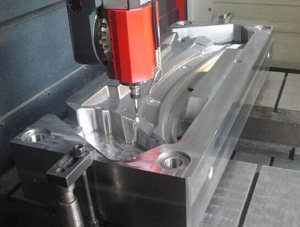
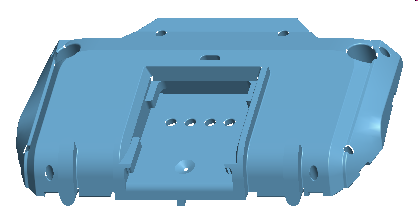
Langkah pertama: sediakan bahagian yang telah ditempatkan. (Acuan1)
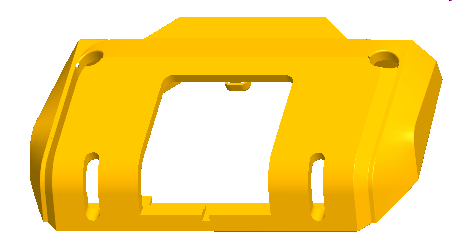
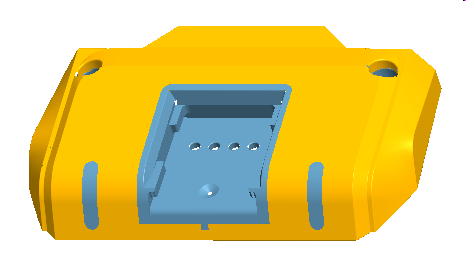
Langkah kedua: letakkan pra-letakkan di dalam acuan suntikan, dan lakukan over-moulding dengan plastik plastik. (Acuan2)
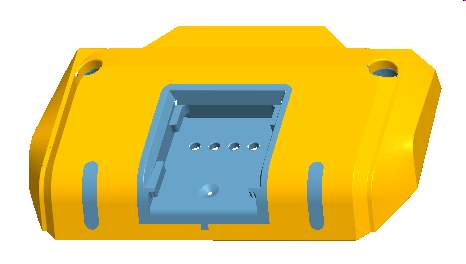
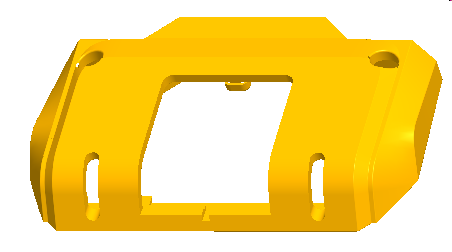
Bahagian plastik terakhir

Terdapat dua jenis pengacuan lebihan
Jenis 1: Bahagian / komponen yang dipasang sebelumnya adalah plastik, yang sebelumnya dibuat dalam acuan lain. Kaedah ini tergolong dalam pengacuan suntikan dua pukulan. Ini adalah plastik over moulding yang kita bincangkan di sini.
Jenis 2: Bahagian yang ditempatkan bukan plastik, tetapi mungkin logam atau bahagian pepejal lain (contohnya komponen elektronik). Kami memanggil proses ini memasukkan pengacuan.
Biasanya bahagian pra-letak dilindungi sebahagian atau keseluruhan oleh bahan-bahan berikutnya (bahan plastik) dalam proses pengacuan.
Adakah anda tahu penggunaan plastik di atas acuan?
Terdapat banyak tujuan untuk plastik daripada pengacuan. Yang paling biasa di antaranya adalah seperti berikut:
1. Tambahkan warna untuk mencantikkan penampilan (kesan estetik).
2. Sediakan kawasan pegangan yang selesa di bahagian tersebut.
3. Menambah kawasan fleksibel pada bahagian yang kaku untuk meningkatkan keanjalan dan perasaan sentuhan.
4. Tambahkan bahan elastik untuk menutup produk atau meterai untuk kalis air.
5. Jimat masa pemasangan. Tidak perlu menyambungkan bahagian logam dan bahagian plastik secara manual atau automatik. Anda hanya perlu memasukkan bahagian perkakasan ke dalam acuan dan memasukkan bahagian plastik. Tidak perlu sama sekali memasangnya.
5. Betulkan satu bahagian di bahagian lain tanpa menggunakan pengikat atau pelekat.
Produk jenis apa yang sesuai untuk plastik?
Proses pengacuan plastik sesuai untuk banyak produk, yang berbeza-beza mengikut keadaan produk tertentu. Biasanya termasuk berus gigi, pemegang alat (seperti gerudi tanpa wayar dan pemutar skru) dan produk penjagaan diri (seperti botol syampu dan pencukur), terminal wayar, palam, pemegang SIM, dll.
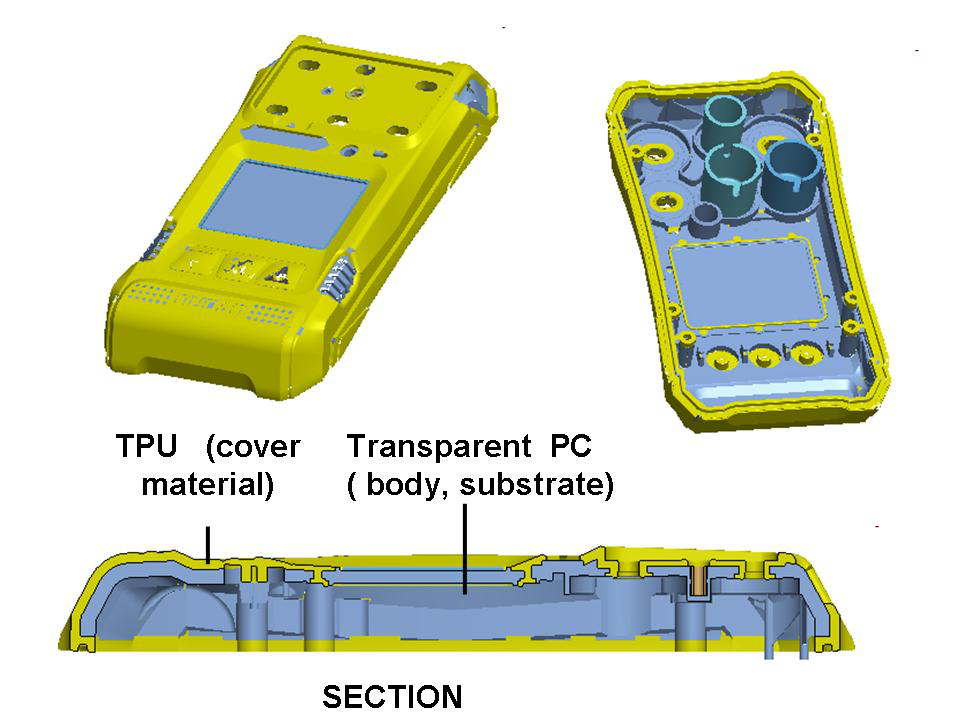
Casing kalis air overmolding PC & TPU
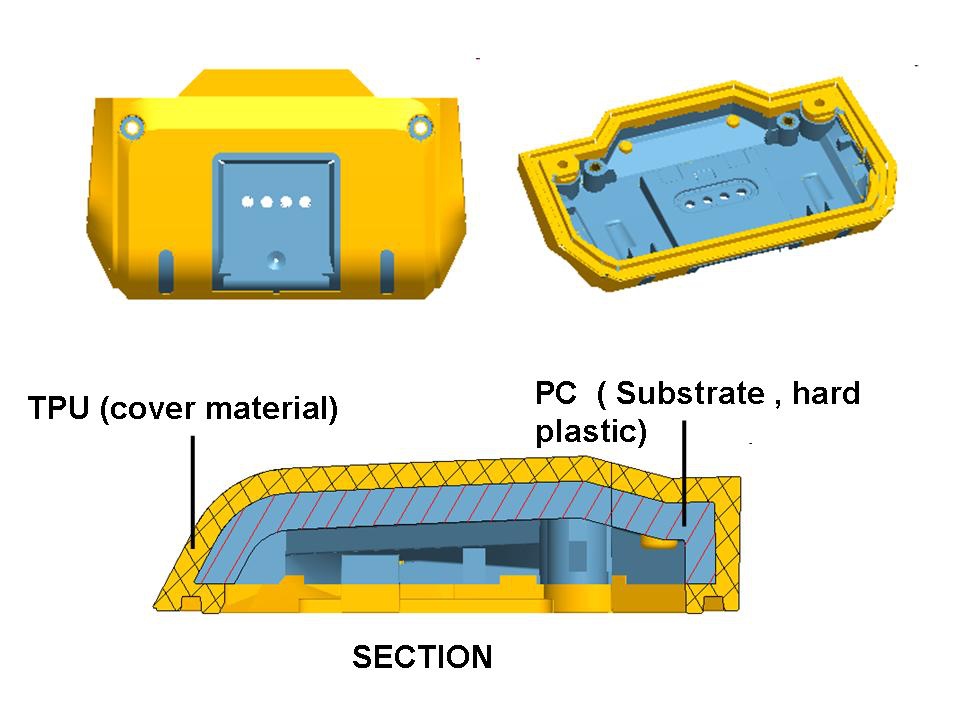
PC & TPU menutup pintu bateri kalis air
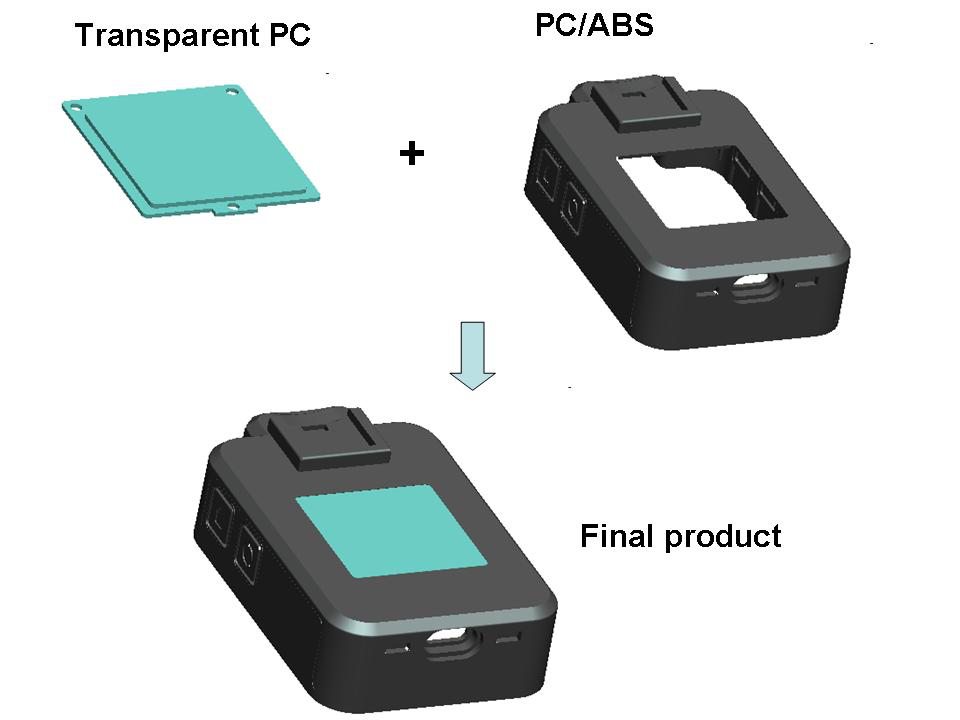
Casing plastik PC & PC / ABS yang dilekatkan untuk produk elektronik

Sarung pelindung overholding PC & TPU untuk telefon bimbit

Bahagian plastik yang mempunyai dua warna bersaiz besar

Roda overholding ABS & TPE
Berikut adalah beberapa contoh aplikasi over moulding khas:
1. Plastik penutup plastik keras - pertama sekali, bahagian pra-kedudukan plastik tegar terbentuk. Kemudian plastik keras yang lain disuntik ke atau di sekitar bahagian yang diposisikan sebelumnya. Plastik mungkin berbeza warna dan / atau resin.
2. Plastik keras yang dibalut dengan resin elastomer lembut - pertama, bahagian plastik kaku diletakkan di tempat sebelumnya. Resin elastomer (TPU, TPE, TPR) kemudian dibentuk pada atau di sekitar bahagian yang diposisikan sebelumnya. Ini biasanya digunakan untuk menyediakan kawasan pegangan tangan yang lembut untuk bahagian yang kaku.
3. Logam yang dibalut plastik - pertama sekali, asas logam dimesin, dilemparkan atau dibentuk. Kemudian, bahagian-bahagian yang telah dipasang dimasukkan ke rongga acuan suntikan, dan plastik dibentuk ke dalam atau di sekitar logam. Ini biasanya digunakan untuk menangkap bahagian logam di bahagian plastik.
4. Resin elastomer yang meliputi Logam - Pertama, bahagian logam dimesin, dilemparkan atau dibentuk. Bahagian logam pra-kedudukan kemudian dimasukkan ke dalam acuan suntikan dan resin elastomer disuntik ke atau di sekitar logam. Ini biasanya digunakan untuk menyediakan permukaan yang lembut dan genggaman.
5. Balut resin elastomer lembut PCBA atau komponen elektronik, modul pemancar cahaya, dan lain-lain
Penting untuk diperhatikan bahawa terdapat beberapa batasan dan masalah keserasian antara bahan yang berbeza yang perlu dipertimbangkan untuk mencampurkan. Anda tidak terhad kepada dua jenis bahan. Kami telah melihat beberapa produk, di bahagian dengan tiga plastik berbeza yang digabungkan untuk mencapai permukaan yang saling berkait dengan pelbagai warna. Inilah contoh ringkas produk yang anda akan biasa: gunting.
Biasanya, bahan bahagian atau bahagian yang ditempatkan diletakkan di dalam acuan suntikan, dan pada masa itu resin plastik yang terlalu banyak disuntik ke dalam atau di sekitar bahagian yang diletakkan sebelumnya. Apabila bahan suntikan yang dibungkus disejukkan dan disembuhkan, kedua-dua bahan tersebut disatukan untuk membentuk bahagian yang tidak dapat dipisahkan. Petua tambahan: Selalunya idea yang baik untuk meletakkan bahagian pra-posisi dan bahan pembungkus anda digenggam secara mekanikal. Dengan cara ini, kedua-dua bahan tersebut dapat digabungkan bukan hanya secara kimia, tetapi juga secara fizikal.
Apakah kelebihan pengeluaran cetakan yang berlebihan?
Acuan over moulding mempunyai struktur yang sederhana dan proses yang fleksibel.
1. Ini berlaku untuk bahagian dengan bahagian penutup besar, terutama bahagian dengan gesper terbalik. Bahagian plastik seperti ini sukar disuntik dalam mesin cetak suntikan yang sama dengan acuan dua warna, yang dapat dicapai dengan pengacuan suntikan penutup plastik.
2. Apabila bentuk preset plastik sederhana dan ukurannya sangat kecil, dan bahagian akhir mempunyai ukuran yang besar, ia sesuai digunakan
pengacuan suntikan penutup plastik. Pada masa ini, acuan bahagian acuan yang telah ditetapkan boleh dibuat acuan yang sangat kecil atau berbilang rongga, yang dapat mengurangkan kos acuan.
3. Apabila bahagian yang telah ditempatkan dan bahan yang dikemas adalah semua plastik (resin), disarankan agar proses pengacuan suntikan berganda harus digunakan dalam pengeluaran besar-besaran dan bukannya overmoiding untuk mendapatkan kualiti tinggi, produktiviti tinggi dan kos rendah. Apabila pengeluaran kumpulan kecil atau keperluan kualiti tidak tinggi, overholding boleh digunakan untuk mengelakkan pelaburan mesin cetak suntikan dua kali ganda dan kos pembuatan acuan yang tinggi.
Bahan apa yang diperbuat daripada bahagian pra-letakkan?
Kami memanggil bahagian-bahagian yang pertama kali diletakkan di dalam acuan sebagai bahagian yang diletakkan sebelumnya (atau bahagian yang diposisikan sebelumnya).
Bahagian yang ditempatkan boleh berupa bahagian padat, bahagian logam mesin, bahagian plastik yang dibentuk, atau bahkan produk yang ada, seperti mur, skru, atau penyambung elektronik. Bahagian-bahagian yang dipasang sebelumnya ini akan digabungkan dengan plastik yang disuntik kemudian untuk membentuk satu bahagian dengan tindakan kimia dan sambungan mekanikal. Resin elastomer (TPU, TPE, TPR) juga plastik, tetapi tidak sesuai untuk dijadikan bahagian yang dipasang sebelumnya.
Bagaimana memilih resin plastik untuk pengacuan lebih?
Resin plastik yang digunakan oleh pengacuan berlebihan biasanya plastik. Mereka bermula dalam bentuk zarah, dan suhu titik leburnya biasanya lebih rendah daripada bahagian yang ditempatkan untuk mengelakkan bahagian yang ditempatkan rosak dari suhu tinggi. Zarah-zarah ini dicampurkan dengan bahan tambahan seperti pewarna, agen berbuih dan pengisi lain. Kemudian dipanaskan ke titik lebur dan disuntik ke dalam acuan sebagai cecair. Terdapat beberapa batasan pada bahan yang sesuai untuk pengacuan berlebihan. Sekiranya bahagian yang ditempatkan di bahagian tersebut adalah bahagian logam, anda boleh menggunakan plastik apa pun sebagai bahan yang terlalu banyak. Masalah keserasian mungkin wujud jika bahagian yang ditempatkan sebelumnya dibuat dari resin plastik lain (getah atau TPE) dengan titik lebur rendah.
Adakah anda tahu mesin cetak suntikan untuk pengacuan lebih?
Mesin suntikan suntikan yang digunakan dalam pengacuan plastik adalah mesin cetak suntikan biasa, yang terbahagi kepada dua jenis: menegak dan mendatar.
1. Mesin cetakan suntikan menegak menempati lebih banyak ruang daripada mesin cetak suntikan mendatar dengan jumlah yang sama, yang tidak mudah dijaga, jadi tonase biasanya lebih kecil. Terutama sesuai untuk bahagian bersaiz kecil atau bahagian yang ditempatkan tidak mudah dipasang pada acuan.
2. Mesin cetak suntikan mendatar mempunyai tonase yang besar dan ruang hunian yang kecil, yang sesuai untuk membentuk bahagian-bahagian bersaiz besar.
Bagaimana memilih mesin cetak suntikan untuk pengacuan lebih?
1. Mesin cetak suntikan menegak biasanya digunakan untuk bahagian kecil seperti terminal wayar dan penyambung, palam kuasa, lensa dan sebagainya. Acuannya ringkas dan cekap.
2. Mesin cetak suntikan mendatar digunakan untuk bahagian-bahagian bersaiz besar, yang mempunyai daya yang cukup dan bias untuk beroperasi.
3. Pengacuan suntikan dua warna dianjurkan untuk bahagian pra-posisi dan bahan yang dikemas, yang dapat mencapai kualiti dan produktiviti yang lebih baik daripada cetakan suntikan yang dienkapsulasi.
Acuan suntikan untuk pengacuan lebihan
Overmolding biasanya mempunyai dua set acuan suntikan. Salah satunya adalah untuk membentuk bahagian yang telah diletakkan sebelumnya, yang lain adalah untuk bahagian akhir yang terlalu banyak dibentuk.
Apabila bahagian yang diletakkan di tempat itu bukan plastik atau tidak perlu dicetak suntikan, hanya satu set acuan utama yang diperlukan. Kami memanggil proses ini memasukkan pengacuan.
Syarikat Mestech memiliki pengalaman dalam pengacuan suntikan berpakaian plastik, terutama dalam cetakan suntikan berpakaian plastik dari pelbagai produk elektronik dan elektrik dengan perkakasan sebagai bahagian yang telah ditetapkan. Mestech juga dilengkapi dengan pelbagai mesin cetak suntikan dua warna, yang dapat menghasilkan pelbagai jenis bahagian plastik warna ganda, bahagian plastik yang dilapisi plastik dan cetakan suntikan. Sekiranya anda memerlukannya, sila hubungi kami.